非电气专业人员也能简单学会使用,不用懂多少电气知识,普通钳工,数控车工,能接电灯即可使用
一、编程方式:
简易编程方式,不用梯形图,不用手动输入,在编程界面直接选择点击即可,编程直观易用,老钳工也能学会。
二、适用对象:
没有编程基本和电气基础,又想从事自动化设备改造的钳工、调试工、数控车工特别容易上手,使用直观,不用懂多少电气知识,能接电灯即可使用,当然专业电气人员更易使用。
三、主要性能特点:
1、编程监控器公司名称可自定义,可方便地自定义LOGO;
2、编程监控器可方便地自由定义各个输入输出口的名称 ,各个按钮名称;更加方便你定制不同的设备及功能名称;
3、控制器程序固化后可脱机运行,即可不需要编程监控器,便于降低成本;
可使用7寸触摸屏平板电脑(编程器)联机使用,用户可实时监控操作,更改程序,提升设备档次。
也可使用7寸触摸屏平板电脑联机使用,无编程功能,用户可实时监控操作,提升设备档次,也可对程序保密。
4、控制器最多22路输入,接10-24V NPN型接近开关触点或磁开关(霍尔元件、按钮);
控制器最多20路输出,接24V电磁阀,继电器.
5、控制器可设置密码,保护您的劳动成果,以利于余款回收;
6、可自由编程,使用简捷的类GM代码型式,对编程人员要求极低,普通钳工/调试工/数控调试工也能编程,同时指令也比较丰富,可执行动作、检测传感器、条件执行、暂停、延时等指令、计数器;
7、可实时显示各个输出输入口的状态;可实时看到程序运行情况,故障检测直接显示故障点;
8、可手动控制各个输出口,方便调试;可实时显示程序运行状态,也有单步,暂停等调试功能;
9、可方便地使用U盘导入导出程序 ;
10、手动操作可运行动作库程序;
11、报警功能,检测点6秒后不正常自动报警,处理故障后可继续运行;
12、子程序功能;
13、条件跳转/执行功能。
四、使用触摸屏的使用方法:
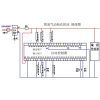
1、接线

2、编程及设置
在Y动作下拉框中点击,可选择各个相应输出口:
选择1或0定义是相应接口打开或关闭,再点击插入即插入到程序中。如接线图示钻孔机床,Y03.1夹紧,Y10.0 松开;Y03.1 主轴旋转 Y10.0 主轴停止。
在X检测下拉单中点中,可选择各个相应检测口:
选择1定义是相应接口有信号往下执行,无信号6秒钟后自动报警,如果报警后再调整正常,按启动继续执行;选择0定义是相应接口无信号往下执行,有信号6秒钟后自动报警,如果报警后再调整正常,按启动继续执行;
JC00.1 钻孔到后后执行下句,如果6秒后不未到位,则报警
X20以后的检测口,信号不正常20秒以后报警,且报警后如果信号正常,继续执行,不需人工按启动。
在延时指令下拉单中点中,可选择各个相应延时时间,如200延时0.2秒,2000延时2秒:
YS.200 延时200毫秒,0.2秒
YS.2000 延时2000毫秒,2秒
程序示例:
启动时执行程序(最多250句) 解释:控制器启动时执行本段程序后,再处于待命状态;
M99 本段程序结束标示
扩展执行执行程序(最多250句) 解释:用作单机按下按钮后夹紧,或自动送料机备料等;
If JC10.1 then M9801 如果夹紧 有信号,则松开
If JC10.0 then M9802 如果夹紧没有信号,则夹紧
M99 本段程序结束标示
自动循环程序(最多250句)
解释:按下启动按钮后自动执行本段程序后,完毕后待命,如一直按下按钮,则循环执行;
如果和基本机床联机,则X25口接收到信号后执行本段程序
JC10.0 检测夹头是否松开,松开则往下执行,没有松开则继续等待,6秒以后还没松开则报警
Y10.1 夹紧工件
JC10.1 检测是否已经夹紧,夹紧则往下执行,没有夹紧则继续等待,6秒以后还没夹紧则报警,夹紧后如果调还一下,夹紧到位,按启动继续
JC03.1 钻头在后端,延时是安全的,可以开始,如果不是,则6秒后报警
Y03.1 主轴旋转
Y.300 延时0.3秒
Y05.1 开始钻孔进给
YS.5000 钻孔5秒
JC01.1 检测是否已经钻孔到位
YS.300 钻孔到位后再处时0.3秒,保证位置
Y05.0 钻孔后退
JC01.0 检测到钻头已经开始后退
YS.200 延时0.2秒
Y03.0 主轴停转
YS.500 此时钻头应已经退出孔
Y10.0 松开夹头
JC03.1 检测钻头退到位置
M99 本段程序结束标示
M9801(最多250句) 子程序1
Y10.0 松开
M99 本段程序结束标示
M9802(最多250句) 子程序2 本系统最多可有8段子程序
Y10.1 夹紧
M99 本段程序结束标示
固化:编程完成后要保存,还可另存为其他文件名,还可从导出程序到U盘,或从U盘导入程序,具体见软件。
保存后要固化,下载到控制器后,即可脱离触摸屏运行,也可联机运行
3、操作
启动时可 按触摸屏上的 启动,也可按 铵钮,如复位,暂停,备料亦然
所以按钮、检测口名称可自行定义,在此界面及编程界面显示 (自行定义到labname.txt及jcname.txt,再导入编程监控器中)
输出口按钮显示蓝色,则电磁阀没有动作,如上图Y02,用手按按钮,则电磁阀打开,再显示红色;
输出口按钮显示红色,则电磁阀已经动作,如上图Y01,用手按按钮,则电磁阀关闭,再显示蓝色。
选择单步可逐步运行,便于调试。
选择循环,则只需按一次,程序不停运行
五、脱机运行(不使用触摸屏)的使用方法
1、接线
相比有触摸屏,每个动作需增加一个三档位开关,用来手动控制电磁阀开关,每个按钮接一个并连到到电磁阀,另一端接0V;
所有按钮另接一根按钮检测线串连起来,接到X00,以防止自动运行时按钮没有处于自动档而无法正常执行动作。控制板运行时自动检测是否有按钮没有归自动档位。
2、编程及设置
同三-2 编程及设置,编程仍使用触摸屏,固化下载程序后即可脱机运行。
3、操作
手动操作时,各个按钮1位通电,2位自动,三位断电,自动运行时所有按钮必须置于2位,否则程序启动时会报警,只到所有按钮置于2位,按启动后继续。
六、自动化改造时和其他机床的连接:
X25用来被其他机床输出口控制;
Y23用来控制其他机床的输入口。
用以上方法,也可正常实现和其他机床的通讯连接。
本公司亦提供培训服务,如需培训请联系。
其他功能如加密等功能在您购买后提供详细说明,敬请联系。
- 无锡雷杰科技有限公司 [加为商友]

- 联系人江jane(女士) 业务助理
- 地区江苏-无锡市
- 地址江苏无锡市锡山区东亭镇杨亭路